熱門推薦(jiàn)



")
列高精度油冷卻(què)機")
熱門新聞
聯係91抖阴视频
-
谘詢熱線(xiàn)18700740699
-
全(quán)國(guó)售後熱線:
15771696100
郵箱:shxchngb@163.com
地址:陝西省寶雞市渭濱區(qū)薑譚西路27號
研發、製造、銷售、服務為一體的服務商
13892439188
")

應用範圍
1.適(shì)用於水、水溶性切削液(yè)、研磨液;
2.各種車床(chuáng)、磨床、拉床、深孔加工機床;
3.電(diàn)加工液、液(yè)壓機械的液壓(yā)站;
4.滾齒機、磨齒(chǐ)機
型號說(shuō)明
CO R - 35 C - F- 02 - Z - 3385
(1) (2) (3) (4) (5) (6) (7) (8)
(1).產(chǎn)品係列號:
CO:油冷卻機係列
(2).單雙製代號:
不標注為單製冷型,R:冷熱兩用型(xíng)
(3).製冷量代碼:
35:表示製冷量為35×100W=3500W
(4).結構形式:
C: 切削液冷卻機固定代號(盤管浸入(rù)式)
(5).用戶要求:
不標注:常規型
F:底框高度有要(yào)求
S:蒸發器結構有特殊要求
T:自帶儲液箱
P:自帶循環泵
(6).技術編號:隨著產品更(gèng)新換代,編號逐步變更。
(7)其(qí)它用戶要(yào)求
不(bú)標注:製冷劑R22
C:製外形尺寸有特殊要(yào)求
Z:製冷劑R134a
Z1:製冷(lěng)劑R407c
(8)電源代號:
第一位(wèi)數字表示電源相數
第二(èr)、三位數(shù)字表示電源(yuán)電壓的前兩位數字
第四位數字(zì)表(biǎo)示電源頻率
3385:AC 3P 380V/50Hz
選(xuǎn)型(xíng)指(zhǐ)南
發熱量計算方法:(概算)
根據設備的加工熱量,所有泵功率消耗帶給係統的(de)熱量,油箱和
管路放熱量計算發熱功率:
P熱=P1+P2+P3
P熱——工作設備總發熱量(liàng) KW
P1 ——工作設備(刀(dāo)具(jù)與工作摩擦) KW
加工熱的根本來源是主軸驅動電機,大約是主軸
驅動電機功率的30%~40%
P2 ——各種循環(huán)泵(包括供液泵、回液泵、排泄過濾(lǜ)用循環泵)
消耗功率帶給係統的熱量(按(àn)功(gōng)率(lǜ)和的30%來計(jì)算) KW
P3 ——切削液(油)箱和管路放熱量 KW
當(dāng)切削(xuē)液(yè)(油)箱溫度低(dī)於環境(jìng)溫度(dù)時,通過切(qiē)削(xuē)液(油)箱(xiāng)和管路
表麵會吸收空(kōng)氣熱量,熱量可按下(xià)式計算:
P3=K·A·△T
K 切削液(油)箱對空氣的傳熱係(xì)數 W/㎡·℃
K=11.6~23.2(一般取20)
A 傳熱(rè)麵積 液箱的有(yǒu)效表麵積(jī) ㎡
△T 室溫與液溫溫(wēn)差 ℃
選型示例
某切削機床主軸(zhóu)功率為9KW,所有泵功率(lǜ)為P2=2.2+2.1+3.5=7.8KW,
油(yóu)箱表麵積(jī)為(wéi)4㎡,液體傳熱係數取20W/㎡·℃ ,室溫35℃,液溫
25℃,求切削液係統總發熱量
P1=9×40%=3.6KW
P2=(2.2+2.1+3.5)×50/100=3.9KW
P3=20×4×(35-25)/1000=0.8KW
P熱=P1+P2+P3=3.6+3.9+0.8=8.3KW
可以選用:CO-100C機型,冷卻能力為10KW
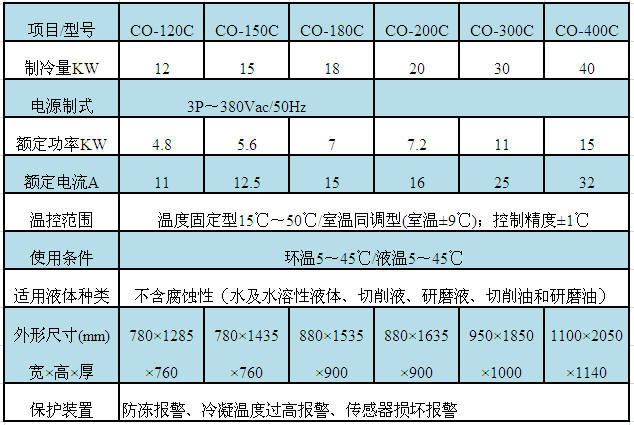
規格參數
表1
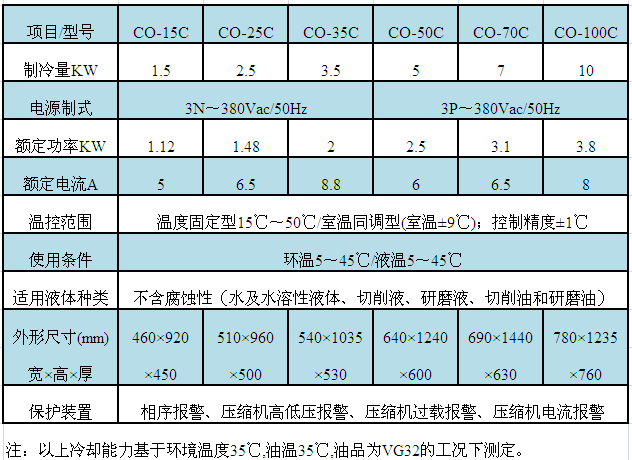
表2

聯係人:蔡總
座機:0917-3368666
技術(shù):15771696100
銷售:18700740699
郵箱:shxchngb@163.com
地址:陝西省寶雞市(shì)渭(wèi)濱區薑譚西路27號








機")
公司")


